Torneamento


- Torneamento Rough.
- After rough Torneamento, a peça é detectada by an Detector de Falhas por Ultrassom to examinar trincas or outras falhas and ensure the rolamento’s qualidade estável and normal Vida útil.
- Têmpera e Revenimento podem ser realizados de acordo com os requisitos, para melhorar a resistência e resistência à fadiga do material.
- Tratamento de Envelhecimento (em 48h) is carried out to eliminar a tensão interna and prevenir deformação da peça.
- Torneamento de Acabamento. Neste processo, a fim de prevenir a deformação das peças do rolamento, a ferramenta de fixação das peças deve ser afrouxada primeiro e reapertada após o ajuste.
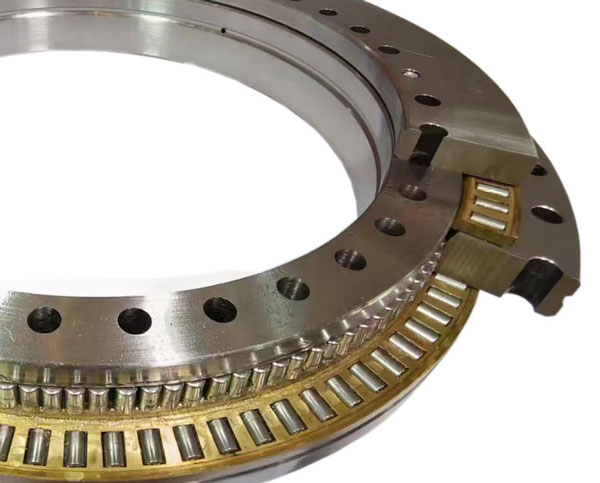
- Processo especial para anéis internos de rolamentos de rolos cruzados e rolamentos de orientação de três fileiras de rolos: os anéis internos destes rolamentos devem ser processados em par e cortados após tratamento térmico.
Tratamento Térmico


- Realizar endurecimento por média frequência na superfície da pista de rolamento para formar uma camada endurecida com Dureza≥55HRC, profundidade≥4mm e largura da zona mole≤50mm com uma marca em forma de “S”.
- Realizar inspeção por líquido penetrante para detectar se há trincas ou outras falhas na pista.
Processamento de Engrenagens



Para rolamentos com engrenagem externa ou interna, o processamento de engrenagem deve ser realizado antes do processo de retificação para alcançar a precisão de engrenagem requerida.
Furação


Programar na máquina de furação CNC de acordo com o desenho e verificar a precisão dimensional antes de furar os furos. Anéis de orientação com anel interno/externo dividido devem ser processados em combinação para controlar o desvio de distância do furo dentro de 0,5mm.
Retificação
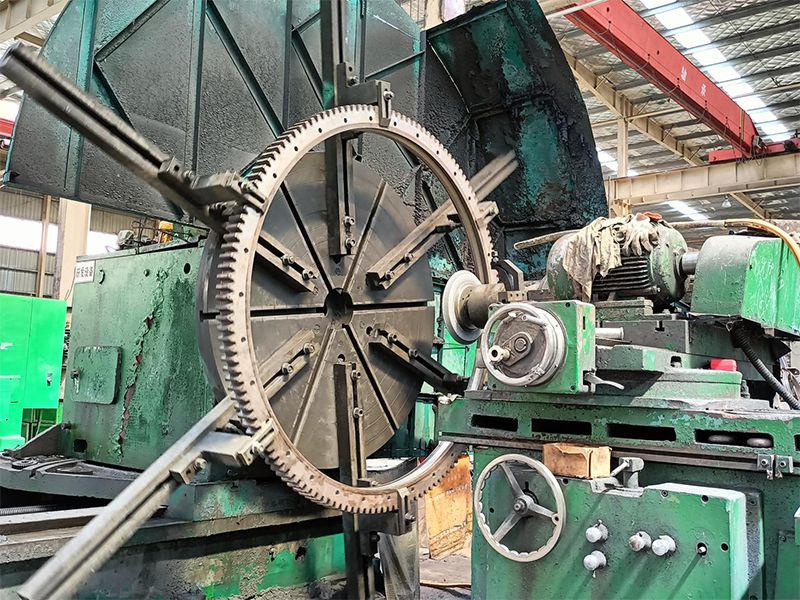

- Retificação Rough: a roda de resina grão 36 é usada e a velocidade de retificação deve ser ≤1500 rpm para prevenir dano à pista e a profundidade de retificação deve ser ≤1mm.
- Retificação de Acabamento: roda de retificação de resina grão 46 ou 60 é usada para processar finamente os rolamentos de orientação e alcançar o acabamento superficial e precisão dimensional requeridos.
Montagem


- After Retificação, pre-Montagem is carried out to calculate and adjust the clearance.
- After adjusting the clearance, check the start friction torque. If it is not acceptable, adjusting the race way and clearance novamente to achieve the required value.
Inspeção
 Calipers
Calipers
 Dial indicator
Dial indicator
 Portable Dureza tester
Portable Dureza tester
 Quenching hardened layer depth tester
Quenching hardened layer depth tester
 Altimeter
Altimeter
 Magnetic peçaicle flaw detector CDX-III
Magnetic peçaicle flaw detector CDX-III
peças Inspeção: cleaning the rolamento peças, perform the final Inspeção and document the results.
Embalagem & Shipping


The qualified Produtos are cleaned, greased, packaged, crated, and shipped to the customer with related certifications.
Main Produtos





-

Perguntas Frequentes
MoreYes. We can customize the rolamento. Please tell us the external diameter, internal diameter and other conditions, and then we will recommend a suitable Modelo for you.
-

Serviços
MoreWe offer both padrão and Rolamentos Personalizados tailored to our customers’ specific requirements. After a thorough examination of the rolamento condition, Tamanho, rolamento tooth Parâmetros and any other processo eespeciales prescribed by the customer, we will then recommend the most suitable Modelo. garantir the customer's satisfaction, we also provide detailed diagrams, three-dimensional drawings, and load curves to confirm.
-
Rolamentos Personalizados
MoreNossa equipe dedicada está à disposição para oferecer ajuda e conhecimento especializado durante todo o processo. Seja para encomendar um produto da nossa linha padrão ou para desenvolver uma solução personalizada para o seu projeto atual, estamos prontos para auxiliá-lo em cada etapa.
-

Quality Certificados
Moregarantir consistent Controle de Qualidade, we have applied a Série of specific and rigoroso measures across all areas of our Empresa. As a high-tech enterprise, our Produtos have passed ISO9001-2000 sistema de qualidade certification, CCS, ABS, BV, GL and other certifications, and have obtained a number of patent Certificados.






