Tournante


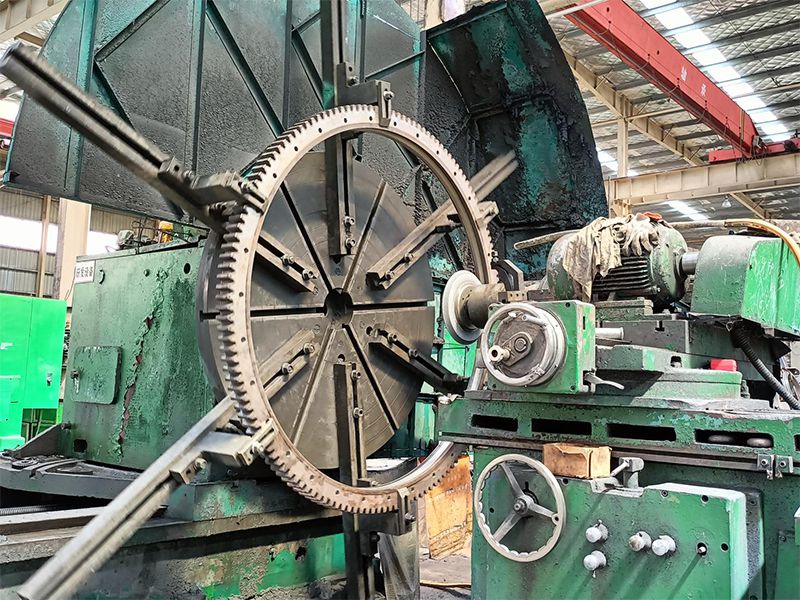
- Tournage d'ébauche.
- Après l'ébauche au tour, la pièce est contrôlée par un détecteur de défauts à ultrasons afin de déceler d'éventuelles fissures ou autres imperfections, et de garantir la stabilité de la qualité ainsi que la durée de vie normale du roulement.
- La trempe et le revenu peuvent être réalisés conformément aux exigences, afin d'améliorer la résistance mécanique et la résistance à la fatigue du matériau.
- Un traitement de vieillissement (effectué dans les 48 heures) est réalisé afin d'éliminer les contraintes internes et de prévenir la déformation de la pièce.
- Tournage de finition. Au cours de ce processus, afin de prévenir la déformation des pièces de roulement, l'outil de serrage des pièces doit être desserré au préalable, puis resserré après ajustement.
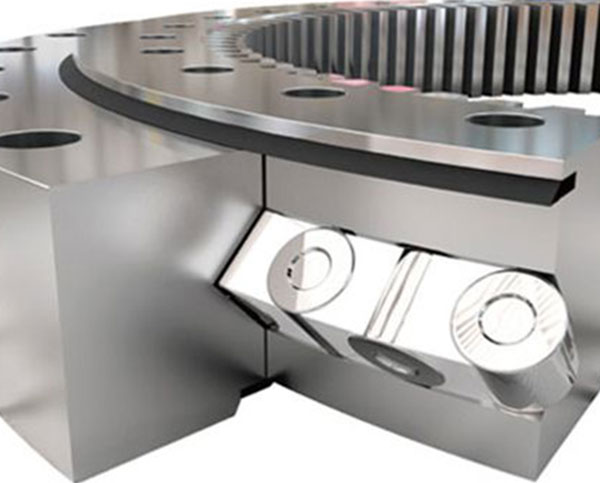
- Procédé spécial pour les bagues intérieures des roulements à rouleaux croisés et des couronnes d'orientation à trois rangées de rouleaux : les bagues intérieures de ces roulements doivent être usinées par paires et coupées après traitement thermique.
Traitement thermique


- Effectuer un durcissement à moyenne fréquence sur la surface de la bague de roulement pour former une couche durcie avec Dureté ≥ 55 HRC, profondeur ≥ 4 mm et largeur de la zone douce ≤ 50 mm, avec un marquage « S ».
- Effectuer un contrôle par ressuage afin de détecter la présence de fissures ou d'autres défauts sur la piste de roulement.
Usinage des engrenages



Pour les roulements dotés d'une denture externe ou interne, l'usinage de la denture doit être effectué avant l'opération de rectification afin d'atteindre la précision requise.
Forage


Programmer la perceuse CNC conformément au plan et vérifier la précision dimensionnelle avant de percer les trous. Les couronnes d'orientation à bague intérieure ou extérieure fendue doivent être usinées de manière couplée afin de maintenir l'écartement des trous dans une tolérance de 0,5 mm.
Affûtage

- Ébauche : la meule en résine de grain 36 est utilisée ; la vitesse de rectification doit être ≤ 1500 tr/min afin d'éviter d'endommager la piste, et la profondeur de rectification doit être ≤ 1 mm.
- Rectification fine : une meule en résine de grain 46 ou 60 est utilisée pour usiner finement les paliers d'orientation et obtenir la finition de surface ainsi que la précision dimensionnelle requises.
Assemblée


- Après le meulage, un préassemblage est effectué afin de calculer et d'ajuster le jeu.
- Après avoir réglé le jeu, vérifiez le couple de frottement au démarrage. Si celui-ci n'est pas acceptable, réajustez la piste et le jeu afin d'atteindre la valeur requise.
Inspection
 Étriers
Étriers
 Comparateur à cadran
Comparateur à cadran
 Testeur de dureté portable
Testeur de dureté portable
 Testeur de profondeur de couche trempée
Testeur de profondeur de couche trempée
 Altimètre
Altimètre
 Détecteur de défauts par magnétoscopie CDX-III
Détecteur de défauts par magnétoscopie CDX-III
Inspection des pièces : nettoyage des composants du roulement, réalisation de l'inspection finale et documentation des résultats.
Emballage et expédition


Les produits qualifiés sont nettoyés, graissés, emballés, mis en caisse et expédiés au client, accompagnés des certifications correspondantes.
Produits principaux







-

-

services
PlusNous proposons aussi bien des roulements standard que des roulements sur mesure, adaptés aux exigences spécifiques de nos clients. Après un examen approfondi de l'état du roulement, de ses dimensions, des paramètres de sa denture ainsi que de tout autre processus particulier prescrit par le client, nous recommandons le modèle le plus approprié. Afin de garantir la satisfaction du client, nous fournissons également des schémas détaillés, des dessins en trois dimensions et des courbes de charge à titre de confirmation.
-
Paliers personnalises
PlusNotre équipe dédiée se tient à votre disposition pour vous apporter aide et expertise tout au long du processus. Que vous commandiez au sein de notre gamme standard de produits ou que vous recherchiez une solution sur mesure pour votre projet actuel, elle est prête à vous accompagner à chaque étape.
-

Qualite Certificats
PlusAfin de garantir un contrôle qualité constant, nous avons mis en œuvre une série de mesures spécifiques et rigoureuses dans l'ensemble des secteurs de notre entreprise. En tant qu'entreprise de haute technologie, nos produits ont obtenu la certification du système qualité ISO 9001-2000, ainsi que les certifications CCS, ABS, BV, GL et autres ; ils ont par ailleurs fait l'objet de la délivrance de nombreux brevets.






